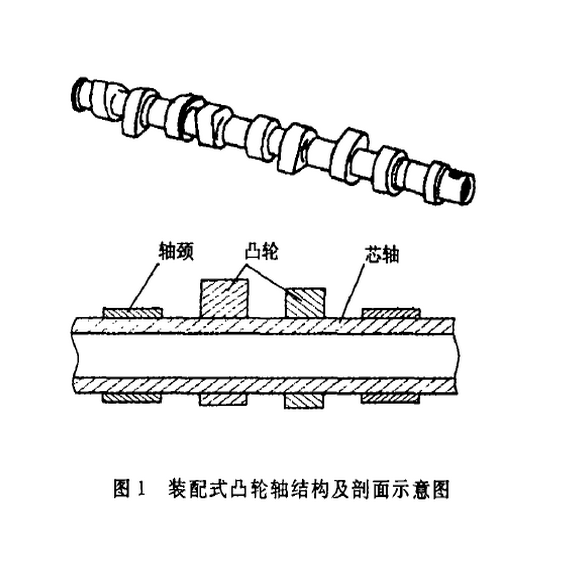
了解铣端面打中心孔机床在凸轮轴加工中的作用,必须要知道的就是什么是凸轮轴,凸轮轴是活塞式发动机的一个重要部件,它的作用是控制气门的开启和闭合动作。
虽然在四冲程发动机里凸轮轴的转速是曲轴的一半(在二冲程发动机中凸轮轴的转速与曲轴相同),不过通常它的转速依然很高,而且需要承受很大的扭矩,因此凸轮轴在强度和支撑方面的要求很高,其材质一般是特种铸铁,偶尔也有采用锻件的。这意味着对于凸轮轴的加工机床来说必须具备很好的机床刚性和机床精度。铣端面打中心孔机床就是一款凸轮轴加工工艺有着举足轻重作用的机床,因为它的精度和效率直接影响着后道工序精度和加工效率。
弄清楚铣端面打中心孔机床在凸轮轴加工中的作用,就要了解凸轮轴的加工工艺,无论国内还是国外凸轮轴的加工采用的都是批量生产的方式,这种方式的优势就不多说了,同时也因其复杂的加工工艺和专用的加工设备决定了它的加工-批量生产是必须的。
凸轮轴加工工序
1)中心孔的加工:加工中心孔的刀具一般都采用标准中心(特殊中心孔区别对待)?,工艺安排上分2次行热处理之前和热处理之后。此道工序的关键是控制好60°的定位锥面的公差(?±15′~±20′),且需用专用工具(模拟后续机床的定位顶针)进行全数检查,以控制凸轮轴的轴向开档精度(要求±0.02mm~±0.05mm),防止凸轮铣时出现未铣出的毛边。
2)热处理:2.1淬火;
感应淬火时应根据不同的工件材质。在满足硬度要求的前提下找出淬火的边界条件,控制输出的最大最小电压、电流范围,同时控制淬入液的浓度、流量和温度,并定期对淬火液的冷却速率进行分析,以此作为更换淬火液的依据。
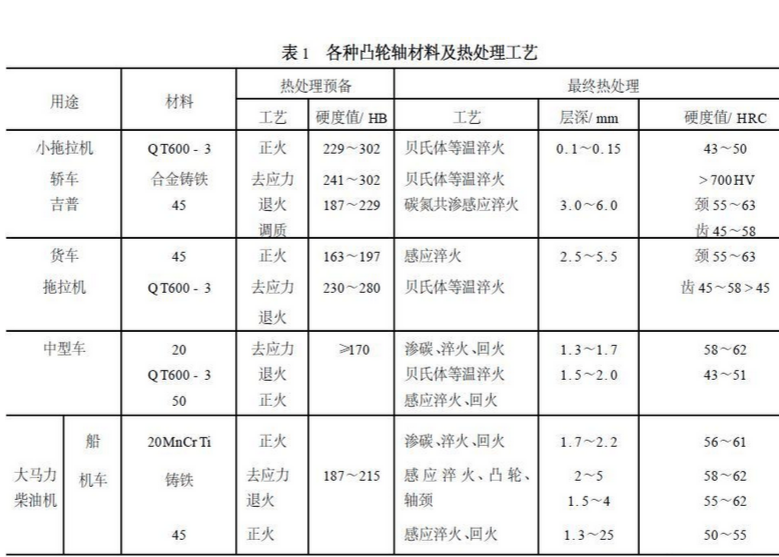
2.2各种凸轮轴材料及热处理工艺:各种凸轮轴材料及热处理工艺随着磨削余量的减少和磨削速度的提高关于凸轮的磨削工艺设计,一般用户依托设备供应商解决。供应商根据用户提供凸轮的0°~360°的离散点,通过选用恰当的数控系统,主要解决:1)将离散点变成连续的封闭曲线。
2)将生成曲线转为磨削曲线。由于凸轮磨削时磨削点与生成点不在一个点,必须进行数学模换,而且这种变换还与凸轮的测量方式有关。
3)建立C轴调速曲线。在凸轮磨削中,为保证凸轮加速度恒定,必须根据C轴角度来调整C轴转速的调速曲线。其中在凸轮磨削NC程序生成之前,关键是首先要编制凸轮生成曲线(通过对数据平滑处理,将离散点形成封闭曲线)和速度曲线的计算程序,即将给定的凸轮生成表转换为磨削用的磨削曲线(C坐标值、x轴坐标值)。
由上可以看出铣端面打中心孔机床在凸轮轴生产加工过程中所扮演的角色非常重要,在多工序生产中定位基以及定位端面的重要性我们在先前的文章中已经有过介绍,这里不多做解释了,铣端面打中心孔机床具备很好的机床刚性和稳定性,在加工精度和加工效率方面有着卓越的优势,两端同时加工同时切削,同时钻中心孔,保障了精度一致性,提高了加工效率因此是凸轮轴批量生产中不可或缺的加工机床。在凸轮轴生产中铣端面打中心孔机床的重要性将随着世界先进生产工艺的不断提升而变的越来越重要。