谈起曲轴铣端面打中心孔机床,就要从曲轴的加工工艺谈起,完成曲轴的加工首先就是要确定加工基准,这个基准贯穿曲轴加工的大多数加工工序。因此,铣端面打中心孔机床在曲轴加工中的作用是非常重要的,提高每道工序的加工效率和减少装夹时间,成为众多曲轴加工提高效率的重要手段。
谈起曲轴的加工工艺,首先就是确定曲轴的材质以及特点:
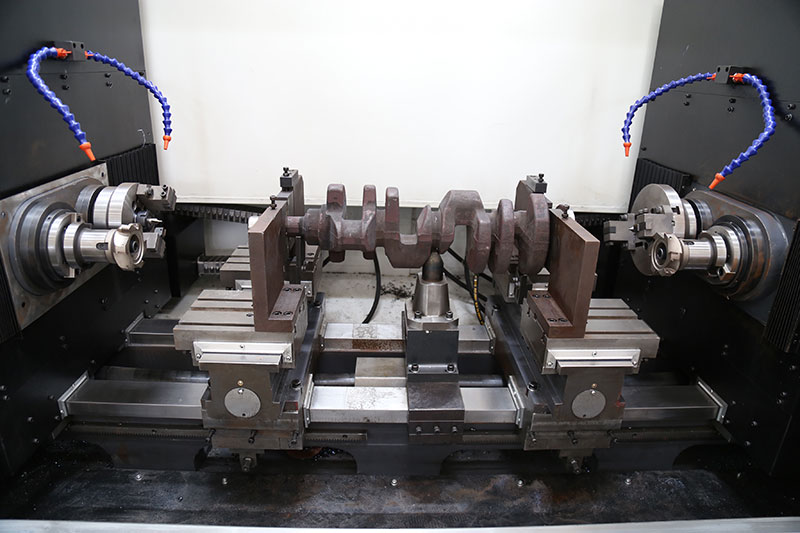
曲轴属细长杆件,主要由主轴颈、连杆颈、油封轴颈、齿轮轴颈组成,在主轴颈、连杆颈上有油孔,两端有螺纹孔。根据发动机的结构,曲轴主要有直列和V型曲轴,上图为直列曲轴,主轴颈用于支撑整个曲轴,连杆颈与连杆相连,带动连杆活塞做上下往复运动根据发动机的工作状况。
曲轴常用材料有:球墨铸铁、合金钢。对于汽油机曲轴和小型柴油机曲轴,由于功率较小,曲轴毛坯一般采用球墨铸铁和优质碳素钢,常用材料有:QT700-2、45钢等;中、重型柴油机曲轴毛坯一般采用合金钢,常用材料有:48MnV、35CrMo等。
曲轴是发动机中的重要零件,由于曲轴具有结构复杂、刚性差、技术要求高的特性,因此加工工艺难度大,而其加工质量又直接影响到发动机的技术性能和寿命,且曲轴属细长杆件零件,在加工中极易产生变形,这就需要在进行加工工艺设计时,根据曲轴的材料、技术要求、生产能力等要求,综合、全面考虑加工方案。
了解铣端面打中心孔机床在曲轴加工的重要作用,那么就要了解曲轴加工的工艺流程
1)曲轴主轴颈及连杆颈外铣加工
现在的数控外铣机床,采用了模块化设计,使外铣数控机床具备可变形的多种不同的结构,从而适应曲轴品种规格变化的需要。在进行曲轴零件加工时,由于圆盘铣刀本身结构的影响,刀刃与工件始终是断续接触,有冲击。因此,机床整个切削系统中控制了间隙环节,降低了加工过程中因运动间隙产生的振动,从而提高了加工精度和刀具的的使用寿命。
外铣机床可由两个外铣刀盘组成,刀盘在做主运动切削的同时还可以上下摆动,从而适应于加工连杆颈的需要。此时,曲轴转动,连杆颈绕主轴颈中心转动,铣刀盘随连杆颈旋转而上下摆动,实现随动切削。由于两铣削头可沿着主轴轴心线移动,从而完成对曲轴每个主轴颈和连杆颈的铣削。
2)曲轴主轴颈及连杆颈磨削
目前随着机床制造技术的发展,连杆颈的磨削则采用跟踪磨削法。跟踪磨削法是以主轴颈中心线为回转中心,一次装夹依次完成曲轴连杆颈的磨削加工(也可用于主轴颈磨削),磨削连杆轴颈的实现方式是通过CNC控制砂轮的进给和工件回转运动两轴联动,来完成曲轴加工进给。跟踪磨削法采用一次装夹、在一台数控磨床上依次完成曲轴主轴颈和连杆颈的磨削加工,能有效地减少设备费用,降低加工成本,提高加工精度和生产效率。
3)曲轴主轴颈、连杆颈圆角滚压机床
近年来,滚压机床应用越来越多,主要是为了提高曲轴的疲劳强度。据统计资料表明,球墨铸铁曲轴经圆角滚压后的曲轴寿命可提高120%~230%;锻钢曲轴经圆角滚压后寿命可提高70%~130%。滚压的旋转动力来源于曲轴的旋转,带动滚压头中的滚轮转动,而滚轮的压力是由油缸实施的。
滚压力的大小直接影响到滚压的效果。力大则在短时间内就会滚压出规定的深度,但由于压力过大,除了易使滚压轮破损外,更易使曲轴整体产生弯曲变形。为此,油缸的压力是可变的、可调的,在曲轴旋转过程中的任一角度都可随时变化,靠液压伺服阀控制,实现脉冲滚压。
在滚压过程中,因滚压轮薄、硬度高,在压力作用下超过一定的时间会破损,因此,滚压头具有滚压轮破损检测报警功能。由于在滚压过程中曲轴的高速旋转,受滚压力的作用及滚压臂的随动负载的影响,尽管脉冲滚压能保证曲轴在滚压过程中的变形很小,但曲轴还是有变形存在。
因此,滚压机床采用了在线检测技术,测头可在任意位置对曲轴进行弯曲变形检测,若变形超差,确定变形方向,通过专家系统控制,使滚压油缸的力根据变形方向而变化,从而达到校直的目的,一般需19~21KN的校直力。在滚压加工过程中,为了控制滚压力的大小,在滚压臂最易产生变形的位置安装了一个应变仪,通过滚压臂受张力产生变形的大小,来监控滚压力,从而对压力进行控制。
4)曲轴油道孔数控钻削机床
曲轴油道孔的加工经历了普通钻床、组合机床、枪钻等不同时代的不同的加工方法,而今已开始采用数控柔性钻床。其结构特点如下:
(1)采用带中孔的涂钛硬质合金钻头;
(2)采用油气通过钻头中孔对切削部位进行润滑,其用油为菜子油,不含硫、硅、氯等成分,也不含石油成分,润滑效果好;
(3)可同时加工两根曲轴;
(4)可自动换刀;
(5)油道孔加工角度在一定范围内可调;
(6)实现6轴运动。即主轴运动,主轴头摆动;主轴头前后移动;主轴头左右移动(换刀和油道孔加工位置用);主轴头上下进给运动;被加工曲轴的转动。这种钻床,大大减少了切削液的使用量,而且提高了加工的柔性。切削液的使用,在曲轴加工中也是需要关注的问题,如何减少加工现场的油雾,一些专业的切削液厂家也提供了相应的解决方案。
5)曲轴法兰孔加工
针对曲轴法兰孔的加工。在钻孔工序常采用整体硬质合金阶梯钻,适合高精度钻孔加工。攻丝常采用新型整体硬质合金切削丝锥及挤压丝锥,一般会采用针对不同材质的加工特点而特别设计的丝锥在攻丝过程中经常遇到丝锥的缠屑问题,OSG提供了相应的解决方案。
由上可以看出铣端面打中心孔机床加工出的曲轴加工基准几乎贯穿整个曲轴的加工工序过程,因此铣端面打中心孔机床加工精度一致性对曲轴加工产生重要的影响,可以这么说在未来谁率先使用铣端面打中心孔机床,谁就掌握了曲轴加工的效率和经济效益命脉。
由上可以看出铣端面打中心孔机床加工出的曲轴加工基准几乎贯穿整个曲轴的加工工序过程,因此铣端面打中心孔机床加工精度一致性对曲轴加工产生重要的影响,可以这么说在未来谁率先使用铣端面打中心孔机床,谁就掌握了曲轴加工的效率和经济效益命脉。