
大型铣打机,电机轴双端攻螺纹铣打机
直径范围:100-260长度范围:1000-4000
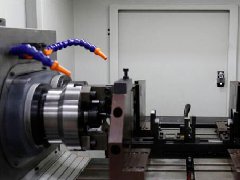
基本功能:铣端面、打中心孔、
选择功能:钻螺纹底孔、攻螺纹、u钻、端面钻多孔、扩孔、锪面加工



| 序号 | 项目 | 单位 | 精度 | 备注 |
| 主要功能 | 铣端面、套车、钻中心孔、研修中心孔、钻攻端面孔、 | |||
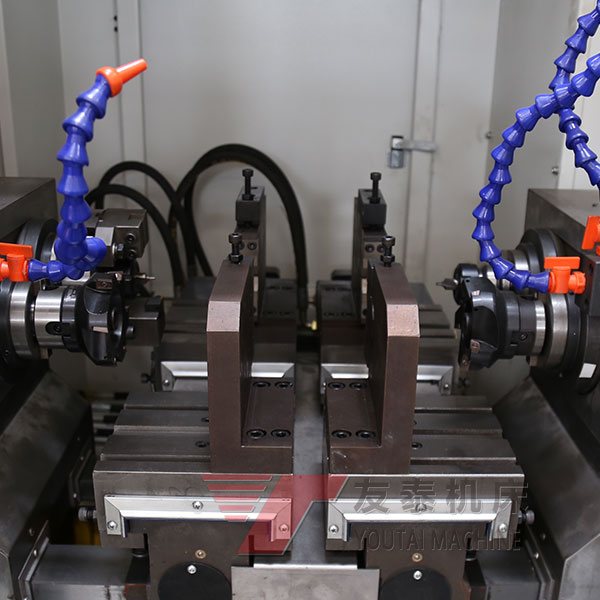
| 机床型式 | 水平床身,铣钻独立主轴 | |||
| 1 | 主轴规格 | 标准BT50 | ||
| 2 | 主轴伺服电机 | kW | ≥7.5 | |
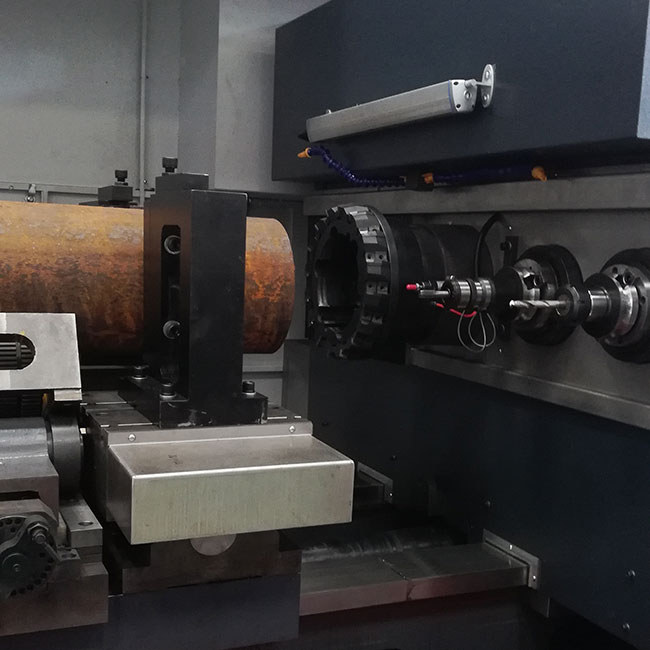
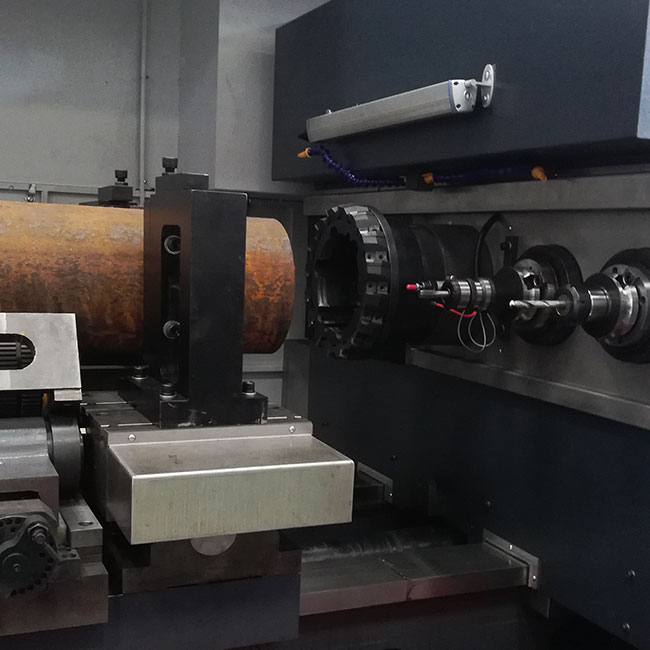
| 3 | 加工直径 | mm | φ100~φ260 | |
| 4 | 最大加工长度 | mm | 1000~4000 | |
| 5 | 套车最大直径 | mm | φ160 | |
| 6 | 自定心夹紧范围 | mm | φ100~φ260 | |
| 7 | 工件最大回转直径 | mm | φ800 | |
| 8 | 主轴最高转速 | r/min | 10~1500 | 50-1500 |
| 9 | 快移速度 | mm/min | 8000 | |
| 10 | 单边最大切削量 | mm | ≥5 | |
| 11 | 机床精度 | |||
| 12 | 纵向导轨在垂直面内的直线度 | mm | 0.05 | |
| 13 | 横向导轨的平行度 | mm | 0.04/1000 | |
| 14 | 钻轴轴线对床身导轨的等距度 | mm | 0.03 | |
| 15 | 钻轴轴线对夹爪夹紧轴线的重合度 | mm | 0.07 | |
| 16 | 定位精度 | mm | ≤0.045 | |
| 17 | 重复定位精度 | mm | ≤0.014 | |
| 18 | 工作精度 | |||
| 19 | 两端中心孔公共轴线的跳动 | mm | 0.04 | |
| 20 | 套车外圆对中心孔轴线的跳动 | mm | 0.16 | |
| 21 | 加工长度的一致性 | mm | 0.10 | |
| 22 | 加工表面粗糙度 | µm | 铣削Ra6.3 | |
| 钻削Ra3.2 | ||||
| 研修 Ra1.6 | 合金钻 | |||
 2、机床优势:
2、机床优势:
 【售后服务】
【售后服务】